
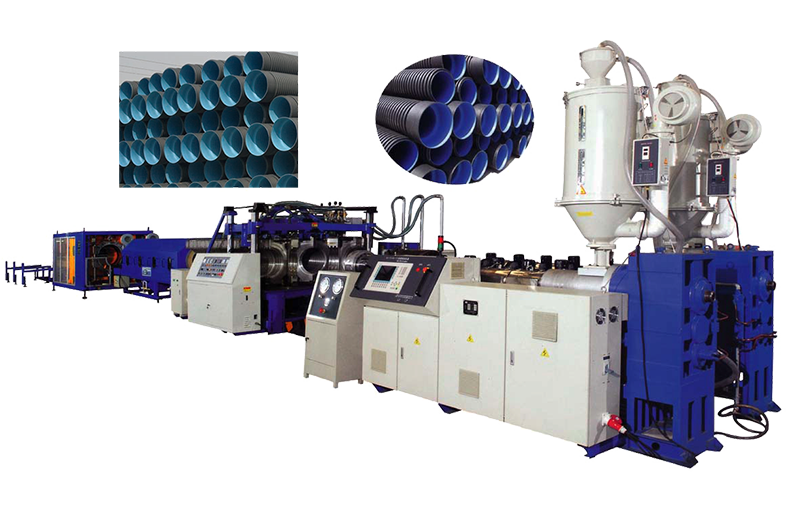
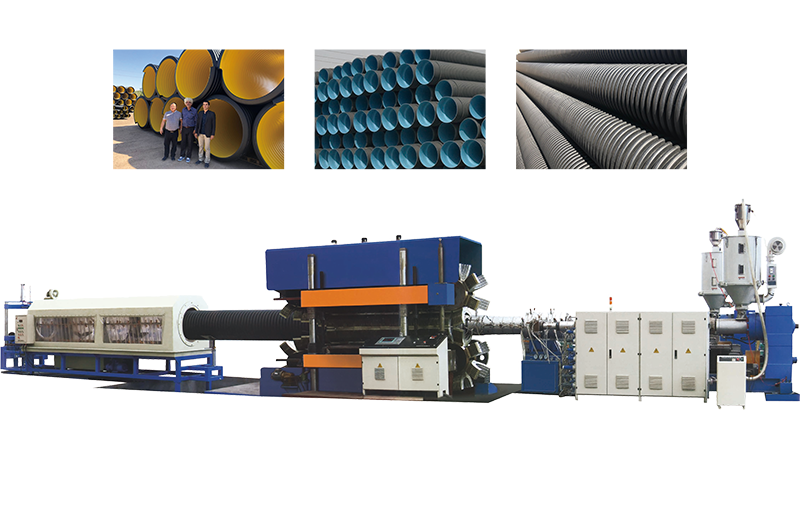
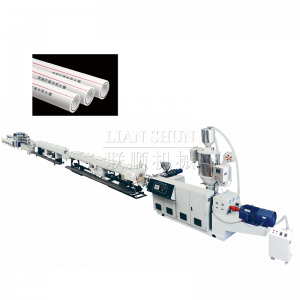
高速PE PP(PVC)コルゲートパイプ押出ライン










説明
プラスチックコルゲートパイプ製造機は、プラスチックコルゲートパイプの製造に用いられます。主に都市排水、下水道、高速道路、農地水利灌漑プロジェクトに使用され、また化学鉱山流体輸送プロジェクトにも利用されており、その用途は比較的広いです。コルゲートパイプ製造機は、高出力、安定した押出、高度な自動化といった利点を有しています。押出機は、PE、PP、PVCなど、ユーザーの材料の特殊条件に合わせて設計できます。PE・PP二重壁コルゲートパイプ押出ラインは、新型の高効率シングル/ツインスクリュー押出機を採用しています。PVCコルゲートパイプ製造機は、大型のフラットツインまたはコニカルツイン押出機を採用しています。シングル層とダブル層から選択可能です。二重壁コルゲートパイプの製造には、以下の2種類があります。水平二重壁コルゲートパイプ押出ラインそして垂直二重壁コルゲートパイプ押出ライン。
プロセスフロー
原料 → 混合 → 真空供給機 → プラスチックホッパー乾燥機 → 押出機 → 押出成形金型 → 成形金型 → 水冷成形機 → スプレー冷却水槽 → 切断機 → スタッカー
特徴と利点
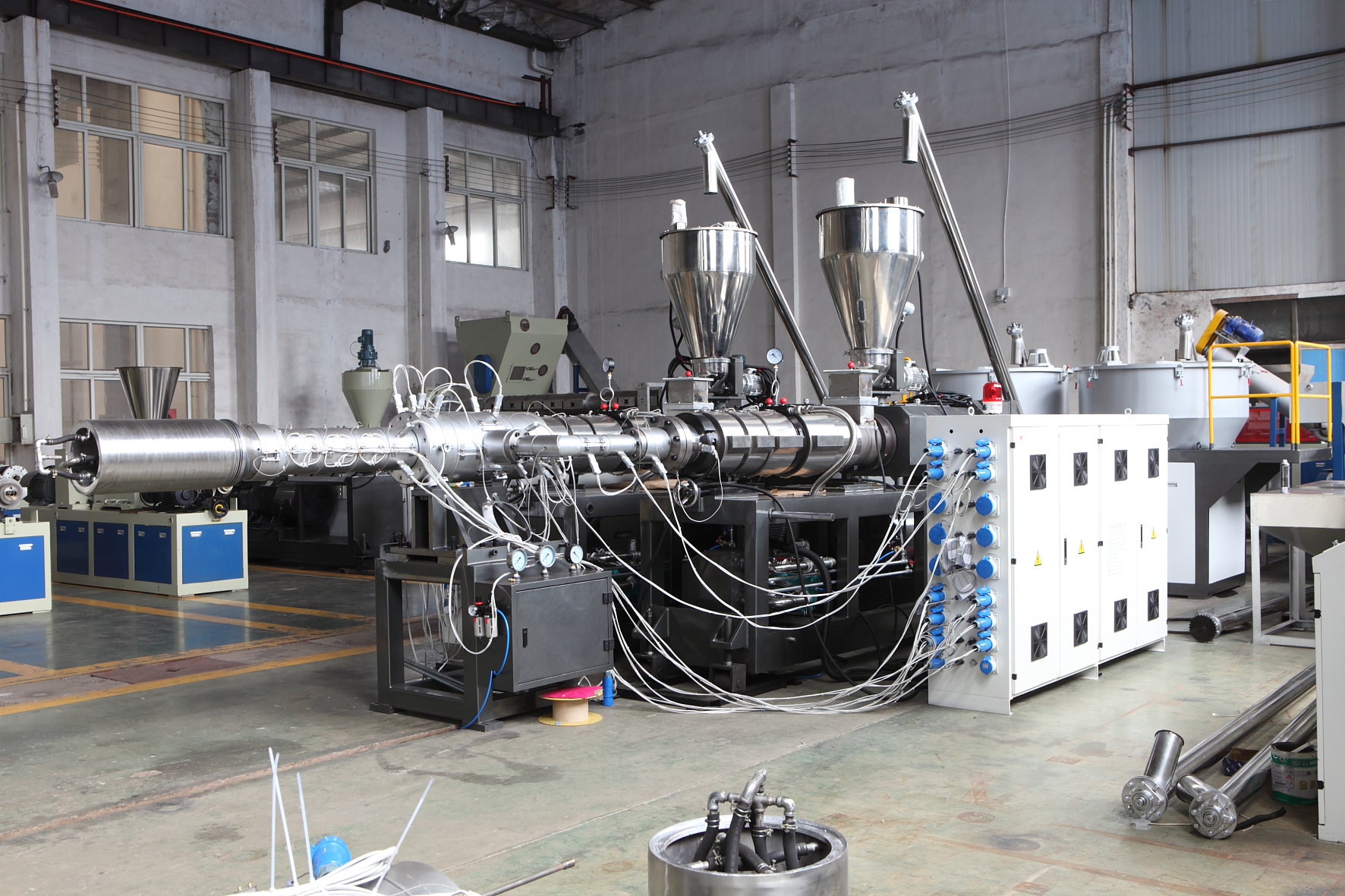
1. HDPEには新型の高効率単軸/二軸押出機を採用し、PVCには大型の平型二軸押出機または円錐型二軸押出機を採用しています。大型円錐型二軸押出機または平行型二軸押出機は、低温での優れた可塑化と安定した押出を実現します。
2. モジュールの冷却方法は強制水冷方式で、モジュールの冷却速度が大幅に向上し、高速生産を実現します。
3. 二重壁コルゲートパイプマシンラインとも呼ばれるコルゲートパイプラインは、形成されたパイプのさまざまな特性が基準を満たすことを保証するためにオンラインフレアリングを実現できます。
4.輸入比率調整バルブは成形圧力を安定かつ確実に調整します。
5. 横型コルゲーター
6.作業プレートは3次元的に調整可能です。
7. 電源を切ると自動保護システムが起動し、動作可能状態に戻ります。
8. 自動潤滑ステーション
9. 金型ブロックは特殊なアルミニウム合金で作られており、軽量、高強度、優れた耐摩耗性、小さい熱膨張係数を特徴としています。
10. 空冷と水冷により、波形金型を良好に冷却し、パイプを高速に成形します。
11. コルゲートパイプ切断機は、高精度で粉塵が出ないという利点があります。
12. 完全なラインは PLC マイクロコンピュータ制御システムを採用しており、溶融温度と圧力、成形速度、エラーアラームを視覚的に表示し、基本プロセスの保存容量も備えています。
詳細

PE/PP用単軸押出機
スクリュー設計はL/D比33:1をベースに、L/D比38:1を開発しました。33:1と比較して、L/D比38:1は100%可塑化、出力30%向上、消費電力最大30%削減、そしてほぼ直線的な押出性能を実現できるという利点があります。バージン材にはL/D比38:1スクリュー、リサイクル材にはL/D比33:1スクリューを採用しています。
シーメンス タッチスクリーンおよびPLC
弊社が開発したプログラムを適用し、英語または他の言語でシステムに入力できます。
バレルの螺旋構造
バレルの供給部分にはスパイラル構造が採用されており、材料の供給が安定し、供給能力も向上します。
特殊設計のスクリュー
スクリューは、良好な可塑化と混合を確保するために特殊な構造で設計されています。未溶融材料はスクリューのこの部分を通過できません。
空冷式セラミックヒーター
セラミックヒーターは長寿命を実現します。この設計により、ヒーターと空気の接触面積が増加し、より優れた空冷効果が得られます。
高品質ギアボックス
ギア精度は5~6級を確保し、騒音は75dB以下です。コンパクトな構造でありながら、高いトルクを実現しています。
PVC用円錐型ツインスクリュー押出機
PVC製造には、円錐型二軸スクリュー押出機と平行型二軸スクリュー押出機の両方が適用可能です。最新技術により、消費電力を低減しながら生産能力を確保しています。配合に応じて、優れた可塑化効果と高い生産能力を確保するために、異なるスクリュー設計をご用意しています。

押出成形金型
外層と内層の両方がダイヘッド内で押し出されます。ダイヘッド内の各材料流路は均一に配置されています。各流路は熱処理と鏡面研磨が施されており、材料のスムーズな流れを確保しています。また、ダイヘッドは両層間に圧縮空気を供給します。キャリブレーションスリーブは内層を冷却し、内部を滑らかで平坦なパイプにするために用いられます。キャリブレーションスリーブ内には加圧水が流れ、優れた冷却効果を発揮します。大口径パイプを製造する際には、キャリブレーションスリーブ表面に真空を発生させ、内管の真円度を確保します。
成形金型
CNC加工により正確な寸法を確保します。また、大流量の真空エアダクトと水冷チャネルにより、安定した高品質で効率的な生産オペレーションを実現します。モジュール素材は高強度アルミニウム合金で、熱伝導率、硬度、耐摩耗性に優れています。モジュール構造は一体型圧力鋳造プロセスを採用し、緻密な組織と高い熱安定性を実現しています。モジュール内面処理により、モジュールの強度と硬度が向上し、より完璧なリップル形成に貢献します。金型はCNC加工を採用し、精度とスムーズな動作を確保しています。


水冷成形機
水冷成形機は、コルゲート金型の配置と移動に使用され、真空状態を作り出して外層をコルゲート金型に吸着させ、コルゲート形状を形成します。コルゲート金型の移動に伴い、パイプもコルゲーターから引き抜かれます。
自動潤滑システム
ギアを自動的に潤滑し、波形金型がスムーズに動くようにします。
トランスミッションギアラック
ギアラックは波形金型の上部に配置されています。すべてのギアラックは窒化処理と熱処理が施されており、耐摩耗性に優れています。
上部調整システム
様々なサイズの段ボール金型に合わせて上部フレームを電子的に調整します。4本の支柱により、安定した正確な調整を実現します。
張力調整システム
金型移動の強度を調整し、金型がスムーズに動くようにします。
比例弁
空気をより安定的かつ正確に制御し、良好なパイプとソケットの形状を形成します。
金型冷却システム
水冷と空冷の両方のシステムを備え、より優れた冷却効果と良好かつ高速なパイプ成形を実現します。
UPSバックアップ電源
停電時には、UPSバックアップ電源からコルゲーターに電力が供給され、パイプがキャリブレーションスリーブから排出されます。これにより、パイプの冷却・収縮後にキャリブレーションスリーブにパイプが引っかかるのを防ぎます。
スプレー冷却水タンク
冷却タンクはパイプをさらに冷却するために使用されます。
補助牽引
補助引抜装置と牽引装置を併用することで、パイプをさらに引き抜くことができます。
高品質スプレーノズル
高品質のスプレーノズルは冷却効果が高く、不純物によって詰まりにくいです。
水槽フィルター
水タンク内にフィルターが付いているので、外部から水が入ってくるときに大きな不純物が混入するのを防ぎます。


コルゲートパイプ切断機
コルゲートパイプ切断機は高精度で粉塵が出ません。
アルミクランプ装置
様々なパイプサイズに対応するアルミ製クランプ装置を採用。各サイズ専用のクランプ装置が付属しているため、パイプサイズが異なっても中心高さを変更する必要はありません。
同期システム
切断ステーションはモーターとインバーターで駆動されます。切断工程中、切断ステーションはコルゲーターと同期して移動し、パイプの変形を防ぎます。
ダブルナイフカット
2 本のナイフを一緒に切断して、ソケットの端の部分が完全に切断されていることを確認します。
スタッカー
パイプの支持と荷降ろしに使用します。スタッカーの長さはカスタマイズ可能です。
パイプの支持と荷降ろしに使用します。スタッカーの長さはカスタマイズ可能です。
スタッカー上でコルゲートパイプをスムーズに移動させるために、スタッカーの表面全体にステンレス鋼を施しています。
パイプをローラー状に巻き取り、保管・輸送を容易にします。通常、110mm以下のパイプに使用します。シングルステーションとダブルステーションからお選びいただけます。

技術データ
| モデル | パイプサイズ(mm) | 押出機 | 出力(kg/h) | 速度(m/分) | 総電力(KW) | 型(ペア) | 冷却システム |
| SGB250 | 90~250 | SJ65 SJ75 | 300 | 1-4 | 150 | 48 | 空冷と水冷 |
| 500シンガポールドル | 200~500 | SJ75 SJ90 | 600 | 1-4 | 200 | 40 | 空冷と水冷 |
関連製品
-

高出力円錐型二軸スクリュー押出機
特徴 SJZ シリーズ円錐形ツインスクリュー押出機 (PVC 押出機とも呼ばれる) には、強制押し出し、高品質、幅広い適応性、長い作動寿命、低いせん断速度、分解しにくい、優れた配合および可塑化効果、粉末材料の直接成形などの利点があります。長い処理ユニットにより、さまざまなアプリケーションで安定したプロセスと非常に信頼性の高い生産が保証され、PVC パイプ押出ライン、PVC 波形パイプ押出ライン、PVC WPC などに使用されます...
-

高効率単軸押出機
特徴 単軸スクリュープラスチック押出機は、パイプ、プロファイル、シート、ボード、パネル、プレート、糸、中空製品など、あらゆる種類のプラスチック製品を加工できます。また、グレイニングにも使用されます。単軸スクリュー押出機の設計は先進的で、生産能力が高く、可塑化が良好で、エネルギー消費量が少ないという特徴があります。この押出機は、伝動装置に硬質ギアを採用しています。当社の押出機には多くの利点があります。また、...
-

高出力PVCクラストフォームボード押出ライン
用途 PVCクラストフォームボード生産ラインは、ドア、パネル、ボードなどのWPC製品の製造に使用されます。WPC製品は、分解性、変形防止、虫害耐性、優れた耐火性、耐亀裂性、メンテナンスフリーなどの特性を備えています。Maプロセスフロー:ミキサー用スクリューローダー→ミキサーユニット→押出機用スクリューローダー→コニカルツインスクリュー押出機→金型→キャリブレーションテーブル→冷却トレイ→引き取り機→カッター→トリッピングテーブル→最終製品検査&…
-

高出力 PVC (PE PP) および木製パネル押し出し...
用途 WPC壁パネルボード生産ラインは、ドア、パネル、ボードなどのWPC製品の製造に使用されます。WPC製品は、分解性、変形防止、虫害耐性、優れた耐火性、耐亀裂性、メンテナンスフリーなどの特性を備えています。工程フロー:ミキサー用スクリューローダー→ミキサーユニット→押出機用スクリューローダー→コニカルツインスクリュー押出機→金型→キャリブレーションテーブル→引き取り機→カッター→トリッピングテーブル→最終製品検査・梱包…
-

高出力PVC異形押出ライン
用途:PVCプロファイルマシンは、窓・ドア用プロファイル、PVCワイヤートランク、PVCウォータートラフなど、あらゆる種類のPVCプロファイルの製造に使用されます。PVCプロファイル押出ラインは、UPVC窓製造機、PVCプロファイルマシン、UPVCプロファイル押出機、PVCプロファイル製造機などとも呼ばれます。プロセスフロー:ミキサー用スクリューローダー→ミキサーユニット→押出機用スクリューローダー→コニカルツインスクリュー押出機→金型→キャリブレーションテーブル→引き取り機→カッター→トリッピングテーブル…
-
その他のパイプ押出ライン販売
スチールワイヤースケルトン強化プラスチック複合管マシン 技術データ モデル パイプ範囲(mm) ライン速度(m /分) 合計設置電力(kW) LSSW160 中50- φ160 0.5-1.5 200 LSSW250 φ75- φ250 0.6-2 250 LSSW400 φ110- φ400 0.4-1.6 500 LSSW630 φ250- φ630 0.4-1.2 600 LSSW800 φ315- φ800 0.2-0.7 850 パイプサイズ HDPE ソリッドパイプ スチールワイヤースケルトン強化プラスチック複合管 厚さ(mm) 重量(kg/m) 厚さ(mm) 重量(kg/m) φ200 11.9 7.05 7.5 4.74 ...
-
高効率PPRパイプ押出ライン
説明 PPRパイプマシンは、主にPPR温水管および冷水管の製造に使用されます。PPRパイプ押出ラインは、押出機、金型、真空キャリブレーションタンク、スプレー冷却タンク、引取機、切断機、スタッカーなどで構成されています。PPRパイプ押出機と引取機は周波数制御式を採用し、PPRパイプカッターはチップレス切断方式とPLC制御を採用し、定尺切断で滑らかな切断面を実現します。FR-PPRガラス繊維PPRパイプは、3つの...
-

高出力PVCパイプ押出ライン
用途 PVCパイプ製造機は、農業用給排水、建築用給排水、ケーブル敷設などに使用されるあらゆる種類のUPVCパイプの製造に使用されます。PVCパイプ製造機で製造できるパイプ径範囲:Φ16mm~Φ800mm。 圧力管 給水・輸送 農業用灌漑パイプ 非圧力管 下水道 建築用排水 ケーブルコンジット、コンジットパイプ(PVCコンジットとも呼ばれます) 製造機のプロセスフロー ミキサー用スクリューローダー→...
-

高速高効率PEパイプ押出ライン
説明 HDPEパイプ製造機は、主に農業用灌漑パイプ、排水管、ガス管、給水管、ケーブル導管などの製造に使用されます。PEパイプ押出ラインは、パイプ押出機、パイプダイス、校正ユニット、冷却タンク、引き取り機、カッター、スタッカー/コイラー、およびすべての周辺機器で構成されています。HDPEパイプ製造機は、直径20mmから1600mmまでのパイプを製造します。このパイプは、耐熱性、耐老化性、高い機械強度など、優れた特性を備えています。



